



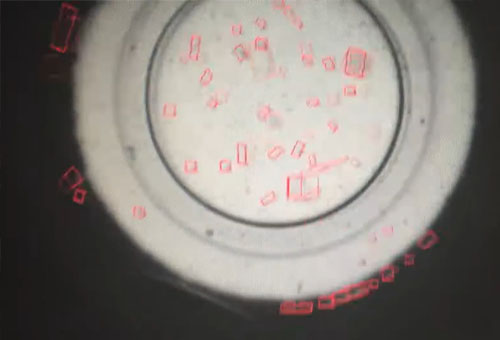
2D형상검사
라인스캔 카메라를 이용해서 2D이미지를 획득.
실시간 데이터 처리기술을 바탕으로 많은 분야에서 오랜 시간 연구개발을 진행하여 왔습니다.
라인스캔 카메라를 이용해서 2D이미지를 획득.
인라인 공정에서 실시간으로 검사.

인공지능 AI 기능을 탑재

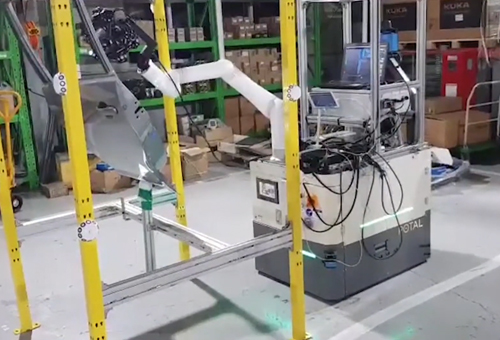
다양한 형태의 제품을 자동으로 적재, 별도의 로봇 티칭이 필요하지 않음.

PC기반 소프트웨어에서 자동으로 세팅, 별도의 로봇 티칭이 필요하지 않음.

연마기를 거친 제품의 평탄도를 검사

다수의 제품을 데이터베이스와 연동하여 검사
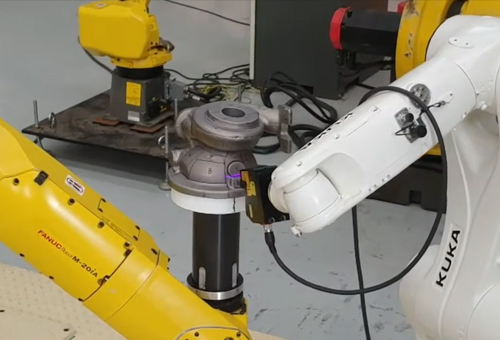
자체 개발한 비전 프로그램을 이용하여 제품을 그립

로봇을 이용한 자동화 생산 라인

레이저 변위 센서를 이용하여 물체의 두께를 측정
제품별 통계 데이터 출력
(주)로탈은 고객의 입장에서 생각하고 판단합니다.
현대사회는 서로의 가치를 알고 그것을 공유하는 것이 중요하기 때문입니다.
문의사항, 자주하는질문
카탈로그 신청
컨설팅신청
회사소식입니다.
